 |














| Количество: | |
|---|---|
ПА66 ГФ30
XINYITE
30% нейлон, армированный стекловолокном PA66 изготовлен из смолы PA66 и наполнен 30% стекловолокном. Это высокая прочность, высокая ударная вязкость, износостойкость и коррозионная стойкость. Кроме того, материал имеет стабильные размеры, высокую температуру теплового отклонения, хорошую электроизоляцию, хорошую гладкость поверхности, легкость формования и другие преимущества.
Высокая прочность: добавление стекловолокна повышает прочность и жесткость материала, что делает его пригодным для применений, где механические характеристики имеют решающее значение.
Теплостойкость: Наличие стекловолокна улучшает способность материала выдерживать более высокие температуры по сравнению с ненаполненным PA66.
Стабильность размеров: Армирование стекловолокном также способствует лучшей стабильности размеров, снижая вероятность коробления или деформации в различных условиях.
Химическая стойкость: PA66, как правило, устойчив ко многим химическим веществам, и добавление стекловолокна существенно не ухудшает это свойство.
Приложения: PA66 GF30 обычно используется в автомобильных компонентах, электрических и электронных деталях, промышленном оборудовании и других устройствах, где требуется сочетание прочности, термостойкости и стабильности размеров.
Рекомендации по литью под давлением армированного GF PA66
1. Температура обработки:
Температура ствола: Обычно ствол температура должна быть установлена в диапазоне от 270°C до 300°C (от 518°F до 572°F), чтобы обеспечить правильное плавление и текучесть материала.
Температура пресс-формы: Для достижения хорошего качества поверхности и стабильности размеров рекомендуется температура формы от 80°C до 100°C (от 176°F до 212°F).
2. Скорость впрыска:
Рекомендуется использовать среднюю или высокую скорость впрыска, чтобы обеспечить правильное заполнение формы и предотвратить разрыв волокон. Однако слишком высокая скорость впрыска может привести к чрезмерному сдвиговому нагреву.
3. Давление впрыска:
Может потребоваться более высокое давление впрыска из-за повышенной вязкости PA66, усиленного GF. Типичное давление впрыска находится в диапазоне от 1000 до 1500 бар (от 14 500 до 21 750 фунтов на квадратный дюйм).
4. Удержание давления и времени:
Правильное давление и время удержания имеют решающее значение для предотвращения вмятин и обеспечения целостности детали. Удерживающее давление должно составлять примерно 50–70 % от давления впрыска. Время выдержки должно быть оптимизировано в зависимости от толщины детали.
5. Конструкция винта:
Рекомендуется использовать шнек с низкой степенью сжатия (от 2:1 до 3:1) и более длинной зоной подачи, чтобы учесть абразивный характер стекловолокна и предотвратить чрезмерный износ.
6. Сушка:
PA66, армированный GF, следует высушить перед обработкой для удаления влаги. Сушка Обычно рекомендуется температура от 80°C до 100°C (от 176°F до 212°F) в течение 2–4 часов.

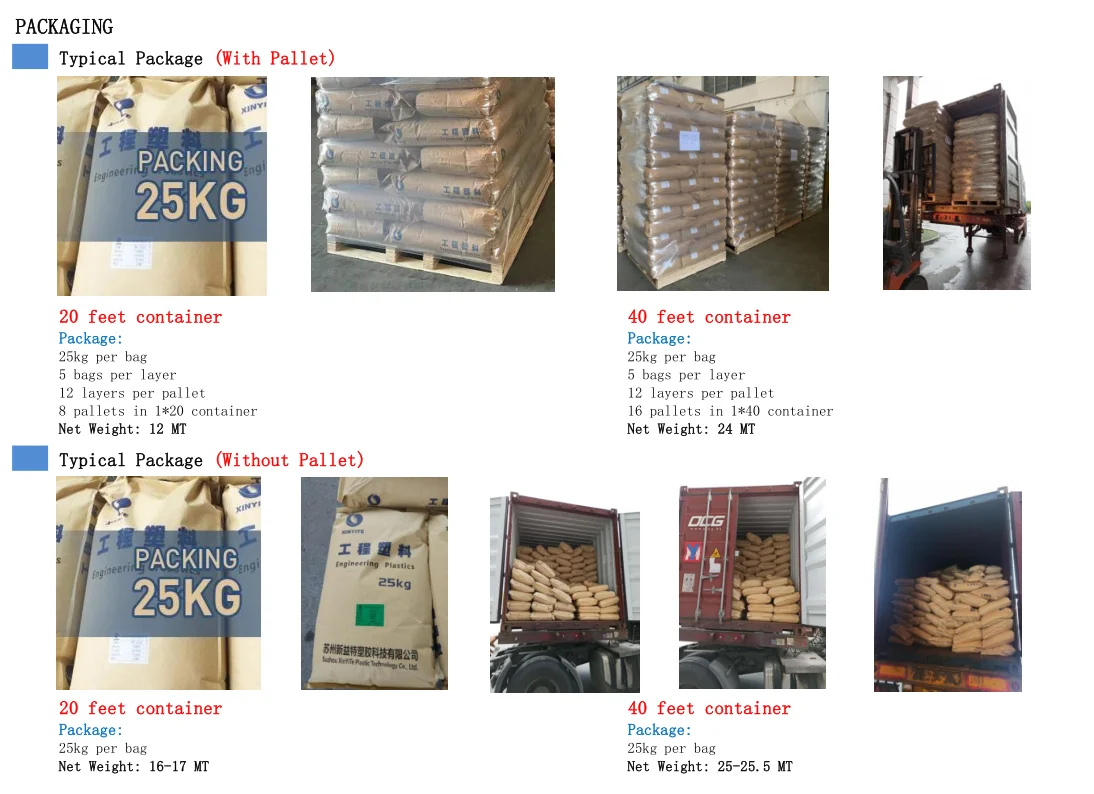
УПАКОВКА И ОТПРАВКА:
ЗАВОДСКИЕ ИЗОБРАЖЕНИЯ:




















