 |














| Количество: | |
|---|---|
ПА66 GF30 V0
XINYITE
PA66 GF30 V0 пластиковая смола с 30% огнезащитным составом V0 из красного фосфора, армированного стекловолокном.
Преимущества пожарной безопасности: Добавление стеклянных волокон улучшает механические свойства пластиковой смолы PA66 GF30 V0, делая ее очень прочной и устойчивой к ударам. Кроме того, добавление красного фосфора в качестве антипирена обеспечивает самозатухание материала при воздействии огня, сводя к минимуму риск распространения огня. Такое сочетание прочности и огнестойкости делает PA66 GF30 V0 идеальным выбором для различных применений.
Приложения: Пластиковая смола PA66 GF30 V0 находит широкое применение в отраслях, где пожарная безопасность имеет первостепенное значение. Некоторые известные области применения включают электрические и электронные компоненты, автомобильные детали и строительные материалы. В электротехнической и электронной промышленности этот материал обычно используется для изготовления разъемов, переключателей и автоматических выключателей, обеспечивая надежную работу даже в условиях высоких температур.
Преимущества в автомобильной промышленности:Автомобильная промышленность также извлекает выгоду из пластиковой смолы PA66 GF30 V0. Его огнестойкие свойства делают его подходящим для таких компонентов, как крышки двигателя, жгуты проводов и корпуса аккумуляторов. Кроме того, высокая прочность и устойчивость материала к теплу и химикатам способствуют общей безопасности и долговечности транспортных средств.


Рекомендации по литью под давлением:
При формовании огнестойкого материала с красным фосфором PA66 GF30 необходимо учитывать определенные факторы, чтобы обеспечить оптимальное качество и производительность детали.
Сушка: Перед обработкой смолу следует тщательно высушить, чтобы избежать дефектов, связанных с влажностью, таких как пузыри или плохое качество поверхности. Обычно условия сушки 80-90°С в течение 4-6 часов.
Температура формования: Рекомендуемая температура цилиндра для литья под давлением составляет от 270-290°С, при температура формы устанавливается на уровне 80-120°C.. Более высокие температуры в этом диапазоне могут потребоваться для достижения хорошей текучести и правильного заполнения сложных форм.
Давление впрыска: От умеренного до высокого давления впрыска обычно требуется из-за вязкости материала, Влияние содержания стекловолокна. Это обеспечивает правильную упаковку и сводит к минимуму пустоты в готовой детали.
Скорость винта: A скорость винта от низкой до средней Целесообразно свести к минимуму сдвиг и предотвратить разрушение огнезащитного состава на основе красного фосфора, что может привести к снижению огнестойкости и механических свойств.
Время охлаждения: Соответствующее время охлаждения имеет важное значение из-за теплопроводности материала и возможности деформации или усадки. Система охлаждения в форме должна быть хорошо спроектирована, чтобы обеспечить равномерное охлаждение.
Постобработка: После формования детали могут потребовать последующей обработки, такой как отжиг, для снятия внутренних напряжений, что может улучшить стабильность размеров и снизить вероятность деформации или растрескивания во время использования.

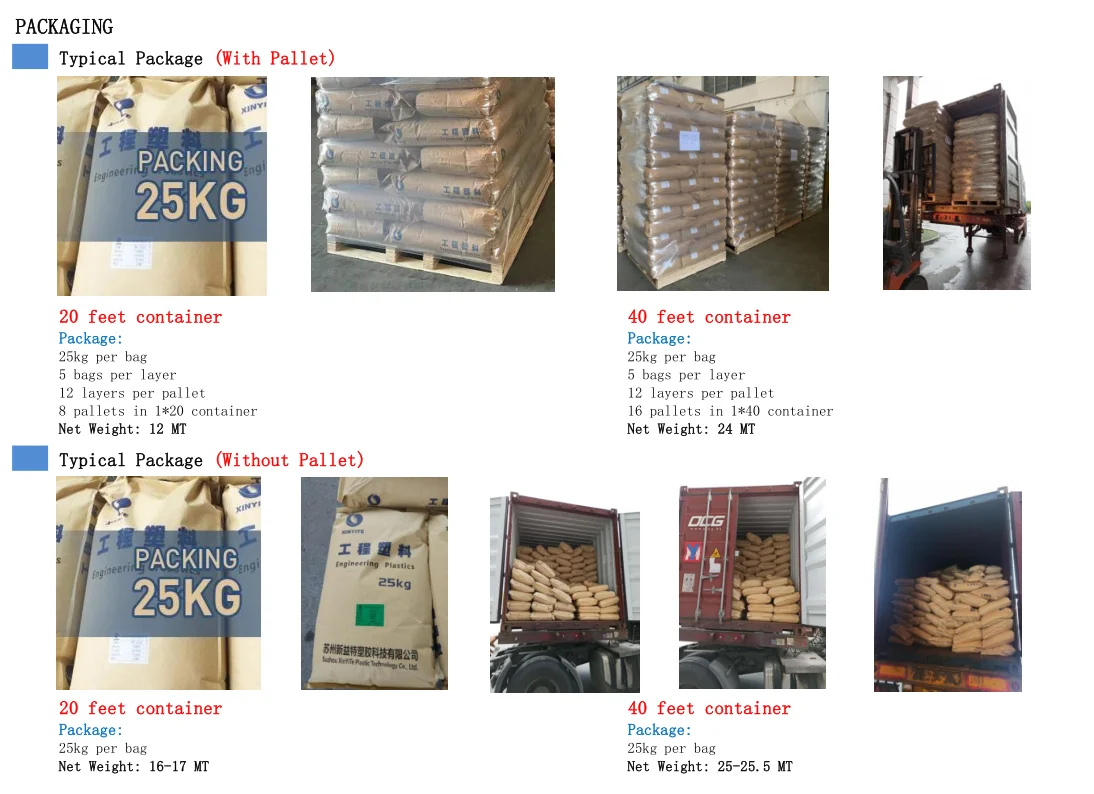
УПАКОВКА И ОТПРАВКА:
ЗАВОДСКИЕ ИЗОБРАЖЕНИЯ:


























